

研學丨豐田Mirai二代高壓氫瓶的生產技術(一)
發布時間:
2023-10-09
豐田Mirai二代整車布置有三個不同尺寸的,共攜帶約5.6kg氫氣,之前我們用一期推文和大家一起學習了豐田Mirai二代在儲氫系統上的創新(研學丨豐田Mirai二代儲氫系統開發揭秘)。小編和大家一起來學習一下豐田Mirai二代高壓儲氫瓶的相關生產技術。首先豐田Mirai二代高壓儲氫瓶的基本結構。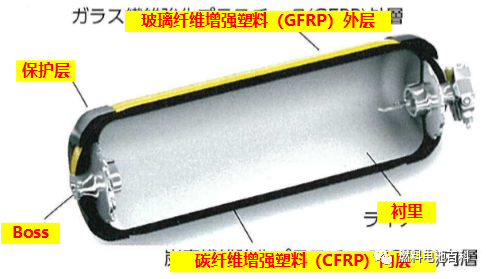
可以看到豐田Mirai二代氫瓶除去氫瓶瓶閥外,其氫瓶本身包括玻璃纖維增強塑料外層(GFRP)、碳纖維增強塑料內層(CFRP)、襯里、保護層和Boss部分。
高壓氫瓶制造流程
豐田Mirai二代高壓氫瓶制造流程如下圖。可以看到高壓氫瓶主要包括襯里加工、纖維纏繞成型、檢查檢驗這三個總體過程,這三個過程依次完成。其中襯里加工過程里包括對襯里的注塑成型與紅外焊接兩個步驟;纖維纏繞成型過程里包括纖維纏繞和固化兩個步驟;在檢查檢驗過程包括對高壓氫瓶進行水壓測試和氣密性測試這兩個步驟。在本期推文中,我們先來重點關注一下襯里加工這個過程。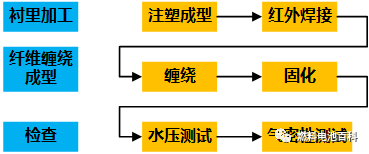
襯里加工過程
豐田Mirai二代高壓氫瓶的襯里是將三個注塑成型的塑料部分通過紅外焊接而成,如下圖。接下來我們就依次來具體學習一下該過程中包括的注塑成型和紅外焊接兩個步驟。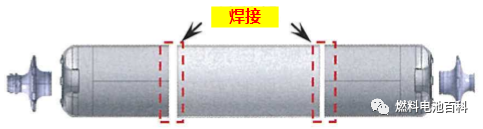
① 注塑成型
豐田Mirai二代氫瓶研發團隊優化了注塑成型設備,以應對襯里加工過程中的特殊需求,比如注塑塑料部分長度會比較長、安裝瓶閥用的金屬環需要直接嵌入氫瓶頂部的弧形位置等。注塑成型設備中的氫瓶模具夾緊機垂直上下開閉,這樣一方面可以使金屬環更穩定的和襯里結合,另一方面也更有利于模具較長部分的脫模。同時,該注塑成型設備的尺寸也得到了優化(如下圖),縮小到性能相同傳統注塑機尺寸的三分之一。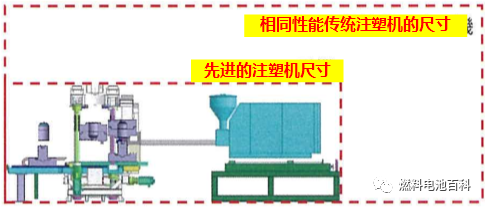
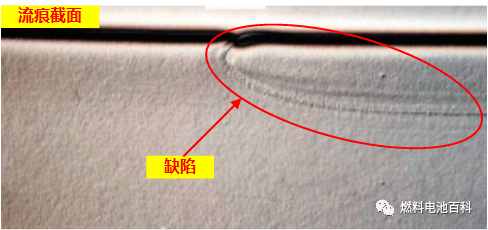
注塑過程中形成注塑流痕是注塑工藝中常見的缺陷之一,從注塑流痕的剖面可以直觀的了解到流痕的具體樣式(如下圖),在低溫環境下注塑流痕可能直接引起整個襯里的斷裂失效。
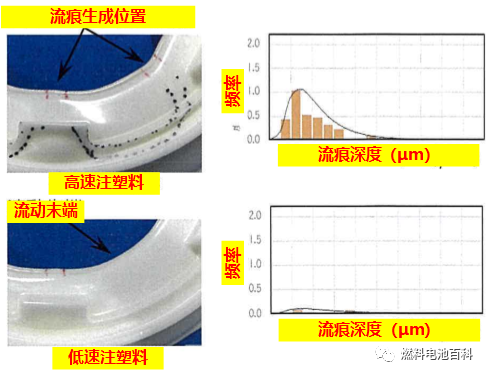
對于注塑流痕的成因,一般認為主要是由于注塑料在通過厚度不同位置時,流速變化過大而引起的。豐田Mirai二代氫瓶團隊從控制注塑料流速(即當注塑料通過厚度變化較大位置時(流動末端)降低流速變化)的角度入手盡量避免這個問題的發生。通過對比高速和低速注塑料兩種方案下,注塑流痕深度和出現頻率的關系(如下圖),可以看到優化方案對抑制注塑流痕起到了很好的效果,流痕深度和流痕出現頻率都得到了很好的降低。
② 紅外焊接
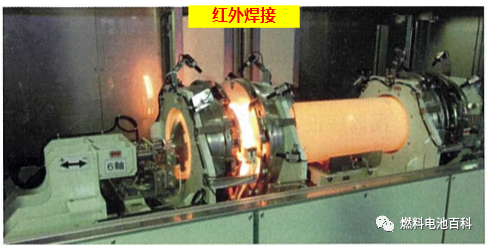
豐田Mirai二代的高壓氫瓶襯里采用了紅外焊接(Infrared Welding)來連接襯里的注塑部分,其紅外注塑設備如下圖:
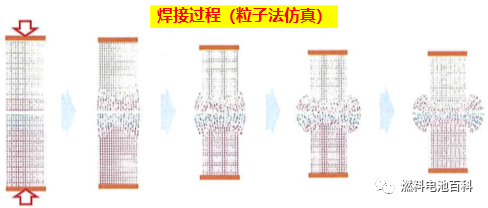
通過粒子法可以對紅外焊接的過程進行仿真(如下圖),從結果中可以看出紅外焊接的主要好處在于焊接面可以直接加熱,形成相對清晰的焊接關節(joint),同時有效的防止外來物質混入連接面。
焊接關節的強度直接關系到焊接質量的好壞,該強度會受到一系列因素的影響,比如焊接關節的厚度和該厚度的均一性。豐田Mirai二代團隊通過紅外光譜(Infrared Spectroscopy)觀測焊接關節處的結晶分布,以結晶速率的變化來評估焊接關節的強度,其檢測分析結果如下圖。
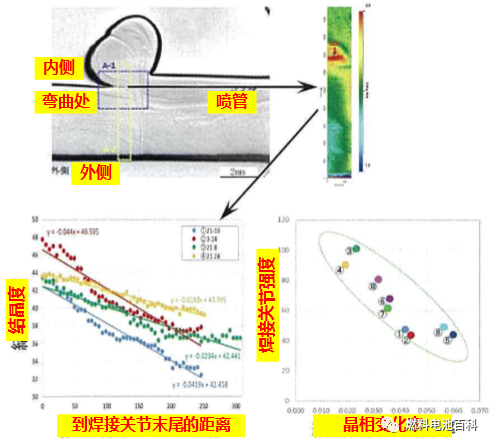
可以看到距離焊接關節末尾越遠,結晶度越低;晶相變化率越低,焊接關節強度總體越高。晶相變化率可以通過對焊接關節某些位置(比如遠離焊接關節末尾的位置)以小功率長時間加熱而實現。為了確保焊接品質,豐田Mirai二代氫瓶生產團隊還需要監測焊接過程中產生的焊渣,同時通過對焊點的長寬測量,評估焊料的融化量和壓力。
相關新聞

合肥暢合能源科技有限公司